






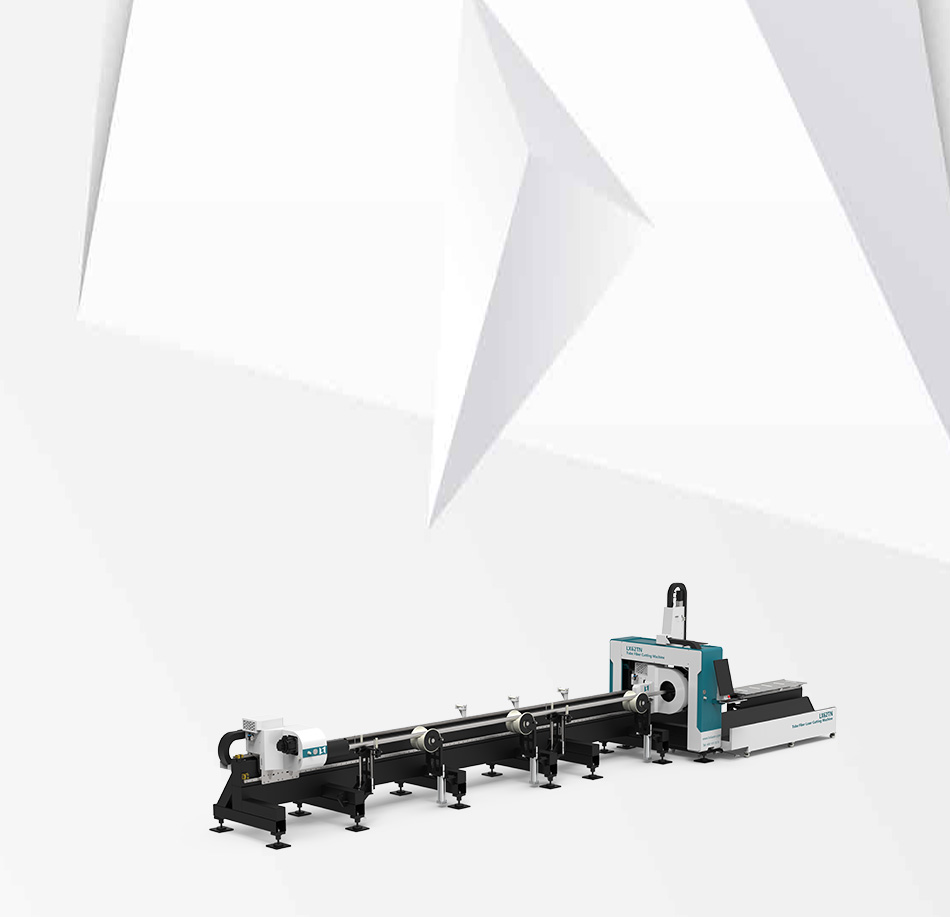

Katil Kimpalan Satu Keping Struktur Gantung Sisi
Katil ini menggunakan struktur gantung sisi dan katil kimpalan satu bahagian, yang disepuh untuk menghapuskan tekanan dalaman. Selepas pemesinan kasar, penuaan getaran dilakukan sebelum pemesinan selesai, sekali gus meningkatkan ketegaran dan kestabilan alat mesin dan memastikan ketepatan alat mesin. Pemacu motor servo AC dikawal oleh sistem kawalan berangka, dan chuck menyedari gerakan salingan dalam arah Y selepas pemacu motor, menyedari pergerakan pantas dan gerakan makan. Kedua-dua rak paksi Y dan rel panduan linear diperbuat daripada produk berketepatan tinggi, yang berkesan menjamin ketepatan penghantaran; suis had pada kedua-dua hujung lejang dikawal, dan peranti had keras dipasang pada masa yang sama, yang berkesan memastikan keselamatan pergerakan alat mesin; alat mesin dilengkapi dengan peranti pelincir automatik yang menambah minyak pelincir pada bahagian yang bergerak di atas katil secara berkala untuk memastikan bahagian yang bergerak berjalan dalam keadaan baik, yang boleh meningkatkan hayat perkhidmatan rel panduan, gear dan rak.
Peranti Pemakanan Hadapan
Peranti penyuapan hadapan termasuk plat sokongan yang dikawal oleh silinder udara, yang menyokong paip apabila paip yang dipotong panjang dan menghalangnya daripada kendur.
Apabila benda kerja dipotong, silinder sokongan yang dinaikkan menyokong plat sokongan untuk menyokong paip dan menghalangnya daripada kendur. Apabila benda kerja dipotong, semua silinder sokongan yang dinaikkan ditarik balik, dan benda kerja jatuh ke plat kosong dan meluncur ke tempat penyimpanan. Tindakan silinder dikawal secara automatik oleh sistem.
Bahagian hadapan juga dibahagikan kepada jenis susulan dan jenis pelarasan manual.

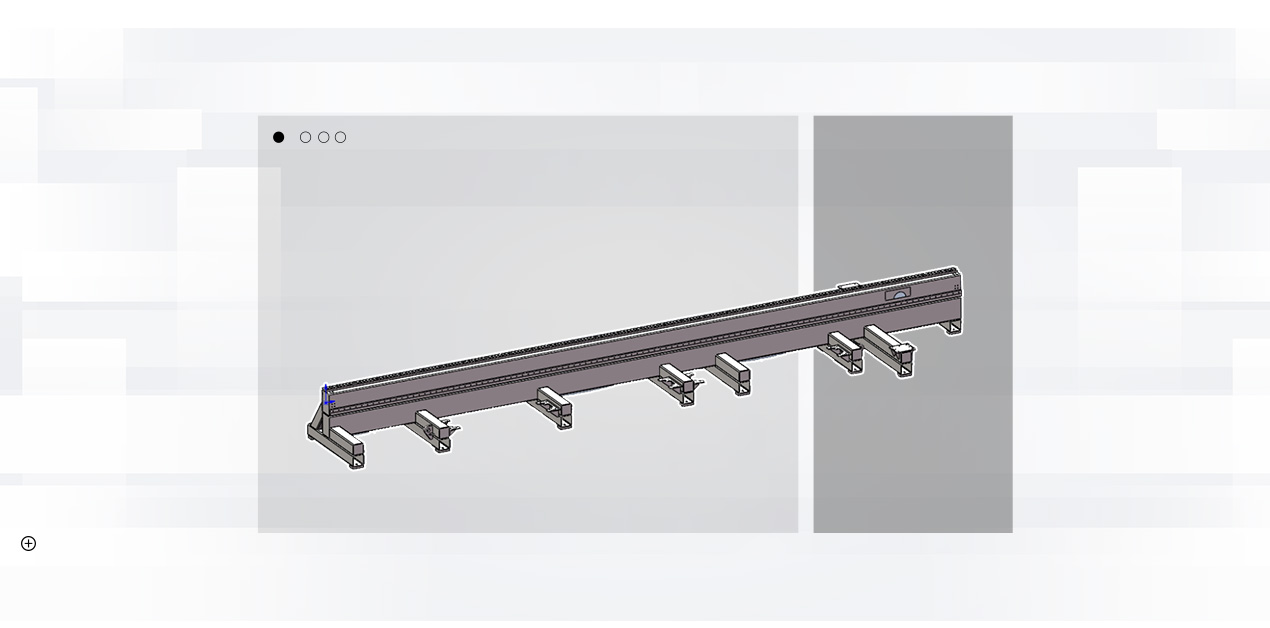
Mekanisme Sokongan
Terdapat 3 set mekanisme sokongan yang dipasang di atas katil, dan terdapat dua jenis yang tersedia:
1. Sokongan susulan dikawal oleh motor servo bebas untuk bergerak ke atas dan ke bawah, terutamanya untuk menjalankan sokongan susulan bagi ubah bentuk berlebihan paip potong panjang (paip dengan diameter kecil). Apabila chuck belakang bergerak ke kedudukan yang sepadan, sokongan tambahan boleh diturunkan untuk mengelakkannya.
2. Sokongan roda berdiameter boleh ubah diangkat dan diturunkan oleh silinder, dan ia boleh dilaraskan secara manual pada kedudukan skala yang berbeza untuk menyokong paip dengan saiz yang berbeza.
Bahagian Chuck
Chuck dibahagikan kepada dua chuck lejang penuh pneumatik hadapan dan belakang, kedua-duanya boleh bergerak ke arah Y. Chuck belakang bertanggungjawab untuk mengapit dan menyuap paip, dan chuck hadapan dipasang di hujung katil untuk mengapit bahan. Chuck hadapan dan belakang masing-masing didorong oleh motor servo untuk mencapai putaran segerak.
Di bawah pengapit sendi chuck berganda, pemotongan ekor pendek boleh direalisasikan, dan ekor pendek mulut boleh mencapai 20-40mm, sambil menyokong pemotongan ekor pendek ekor yang lebih panjang.
Mesin pemotong paip siri TN menggunakan kaedah pergerakan dan pengelakan chuck, yang boleh merealisasikan pemotongan dengan dua chuck sepanjang masa, dan tidak akan menyebabkan paip terlalu panjang dan tidak stabil, dan ketepatannya tidak mencukupi.

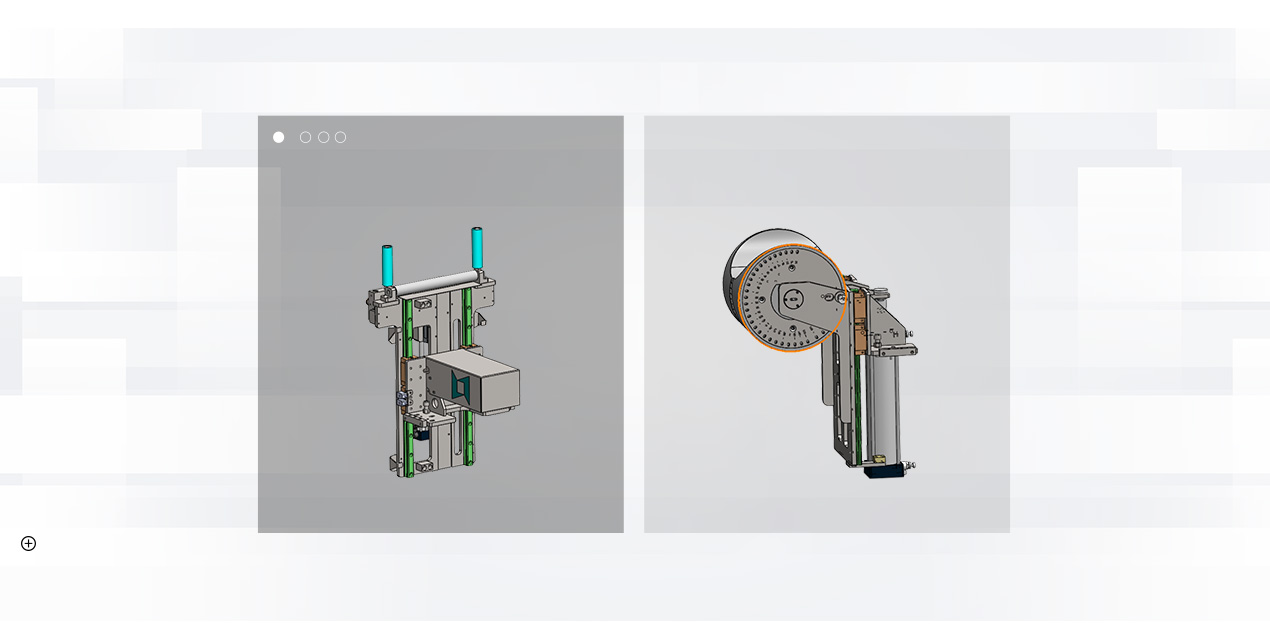
Peranti Paksi
Rasuk silang peranti paksi-X menggunakan struktur gantry, yang dikimpal dengan gabungan tiub segi empat sama dan plat keluli. Komponen gantry dipasang pada katil, dan paksi-X didorong oleh motor servo untuk memacu rak dan pinion bagi merealisasikan gerakan salingan plat gelongsor dalam arah X. Dalam proses pergerakan, suis had mengawal lejang untuk mengehadkan kedudukan bagi memastikan keselamatan operasi sistem.
Pada masa yang sama, paksi X/Z mempunyai penutup organnya sendiri untuk melindungi struktur dalaman dan mencapai perlindungan dan kesan penyingkiran habuk yang lebih baik.
Peranti paksi-Z terutamanya menyedari pergerakan kepala laser ke atas dan ke bawah.
Paksi Z boleh digunakan sebagai paksi CNC untuk melakukan pergerakan interpolasi sendiri, dan pada masa yang sama, ia boleh dikaitkan dengan paksi X dan Y, dan juga boleh ditukar kepada kawalan susulan untuk memenuhi keperluan situasi yang berbeza.
Mesin Pemotongan Laser Serat Paip Logam Kelebihan 62TN

-

Mesin Pemotongan Laser Serat TX124 2024 untuk Alum...
-

Diskaun 7% LX82TS 1kw 1.5kw 3kw 4kw 6kw Serat ...
-

LX123TX Laser Serat Tugas Berat Tiga Chuck Terbaik...
-

Pemotong laser gentian plat logam LX3015E dengan...
-

LX62TN Pemakanan Separa Automatik Laser Logam...
-

Mesin Pemotong Paip Ekonomik LX62TD 1-6KW P...











